

 English
English русский
русский Español
Español Français
Français عربى
عربى 简体中文
简体中文
How to Maintain Plastic Pallet Mould for Longer Use
2026-05-29
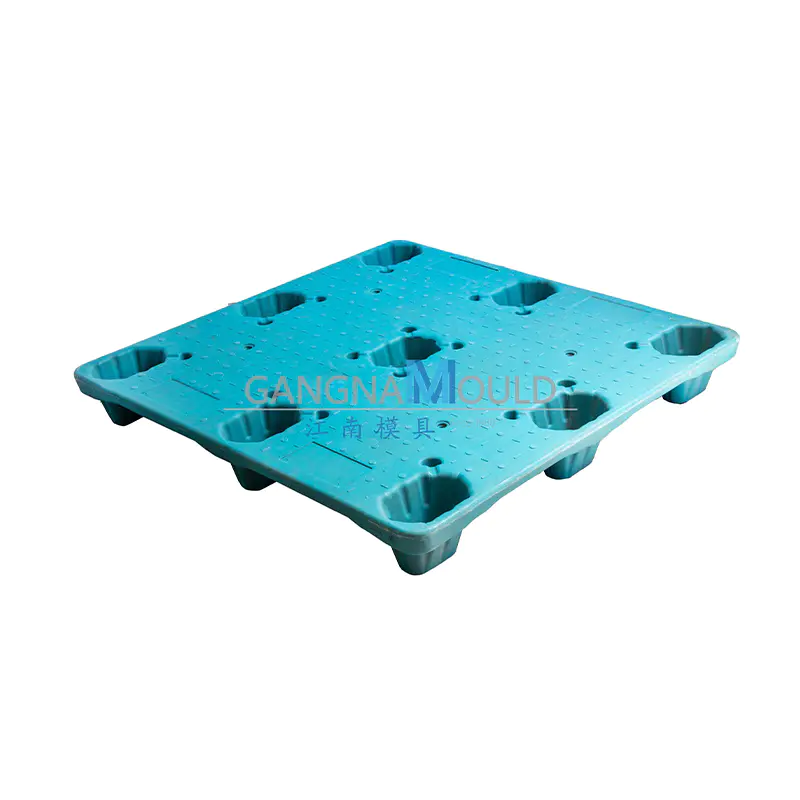
Production slowdowns rarely announce themselves in advance. More often, they creep in through small signs that get ignored until the damage is done: a slightly longer cycle time here, an ejection that sticks occasionally there, a faint surface defect on parts that used to come out clean. For factories running a Pallet Mould at high volume, those early signals matter more than most people realize. The mould is not just a piece of tooling. It is a production asset, and how it is treated between cycles determines how long it holds its dimensional accuracy, how often it needs repair, and ultimately what it costs to run over its full service life.
Why Maintenance Frequency Directly Affects Mould Lifespan
There is a tendency in busy production environments to treat mould maintenance as something to schedule when a problem appears. That logic works against you. A plastic Pallet Mould runs under significant pressure and heat, cycling repeatedly across shifts. Without structured maintenance, wear accumulates in ways that are not visible until they have already affected part quality or caused a mechanical failure.
The relationship is fairly direct. Moulds that receive consistent care between production runs last considerably longer than those that are cleaned and inspected only when something goes wrong. The repair costs are lower, the downtime is shorter, and the output quality stays more consistent. None of that happens by accident.
Daily Maintenance: What Should Happen After Every Production Run?
Cleaning the Mould Surface After Each Cycle
Residue builds up faster than most operators expect. Plastic degradation, mould release agents, and airborne contamination all deposit on cavity surfaces during production. Left in place, that residue affects surface finish on the next run and, over time, causes corrosion in areas where it holds moisture.
After each production run:
- Wipe cavity and core surfaces with a clean, lint-free cloth
- Remove any visible plastic residue using a soft brass brush or appropriate cleaning tool
- Apply a thin layer of mould protection spray to exposed steel surfaces if the mould will be sitting idle
- Check the parting line for debris that could prevent full closure on the next shot
Avoid using abrasive tools on polished cavity surfaces. Scratches in those areas create adhesion points for future residue and affect the surface quality of every part produced afterward.
Checking the Ejector System
The ejector system takes a significant amount of mechanical stress during each cycle. Pins that are bent, stiff, or misaligned do not always cause an immediate failure. They create intermittent ejection problems that slow the cycle and, if left unaddressed, eventually snap.
A quick check after each run takes only a few minutes:
- Cycle the ejector plate manually and feel for any resistance or uneven movement
- Inspect visible pin heads for signs of deformation or surface damage
- Confirm the return springs are seating correctly and have consistent tension across the plate
Weekly Maintenance: Going Deeper Into the Mould Structure
Lubrication of Moving Components
Moving parts in an injection mould need lubrication at regular intervals. Ejector pins, guide pillars, guide bushings, and slide mechanisms all experience metal-on-metal contact during operation. Without adequate lubrication, wear accelerates and the risk of galling or seizing increases.
A weekly lubrication routine typically covers:
- Guide pillars and bushings: apply appropriate grease to the full contact length
- Ejector pins: light lubrication at the pin base, avoiding the cavity area
- Slide mechanisms and lifters: grease contact surfaces and check for smooth travel
- Leader pins: inspect and lubricate where they engage the mould plates
Use lubricants specified for mould applications. General-purpose greases may not hold up under the temperature and pressure conditions present during injection moulding and can break down in ways that contaminate the part surface.
Is the Cooling System Performing as It Should?
Cooling efficiency has a direct effect on cycle time and part quality. Channels that are partially blocked by scale or mineral deposits reduce heat transfer, which forces longer cooling times and can cause inconsistent shrinkage across large parts like pallets.
Weekly checks on the cooling system should include:
- Measuring inlet and outlet water temperature to confirm the differential is within the expected range
- Checking water flow rate at each circuit for any drop that might indicate a partial blockage
- Inspecting hose connections and fittings for early signs of leakage
- Noting any unusual variation in cooling time between cavities
If scaling is suspected, scheduled descaling of cooling channels with an appropriate chemical treatment prevents progressive buildup from becoming a production problem.
Monthly Maintenance: A Structural Inspection of the Entire Tool
Examining Wear Patterns on Critical Surfaces
Monthly inspection gives maintenance teams visibility into wear that develops too slowly to notice in daily or weekly checks. Parting surfaces, cavity edges, and gate areas all experience gradual erosion that affects flash, dimensional accuracy, and part release behavior over time.
During a monthly inspection:
- Examine parting line surfaces under good lighting for signs of compression fatigue or uneven wear
- Check cavity and core surfaces for any pitting, erosion at gate areas, or surface cracking
- Measure critical dimensions in the cavity if dimensional drift is suspected
- Inspect venting slots for blockage, which can cause burn marks or incomplete fill on large pallet sections
- Review the condition of all sealing elements and O-rings in water circuits
Documenting what is found each month builds a maintenance history that makes it much easier to anticipate when a component will need replacement rather than discovering it has already failed.
Corrosion Prevention Inside and Outside the Mould
Rust is one of the more damaging things that can happen to a mould during storage or between production runs. Even a small rust patch on a cavity surface creates a surface defect that transfers to every part produced until the area is polished out. On complex pallet geometry, polishing out rust damage takes time and affects dimensional accuracy in that area.
Prevention is straightforward:
- Apply rust-preventive oil to all steel surfaces before any extended storage period
- Store the mould in a dry environment with stable temperature to prevent condensation
- Keep water circuits drained or blown out with compressed air when the mould is not in production
- Use desiccant bags inside the mould packaging for long-term storage situations
Maintenance Schedule Overview
Staying organized across daily, weekly, and monthly tasks prevents things from falling through the gaps during busy production periods. The structure below reflects a practical maintenance framework for a plastic Pallet Mould in regular use.
| Maintenance Task | Frequency | Purpose |
|---|---|---|
| Cavity and core surface cleaning | After each run | Remove residue, prevent corrosion |
| Ejector system inspection | After each run | Catch pin wear before failure |
| Parting line debris check | After each run | Ensure full mould closure |
| Guide pillar and bushing lubrication | Weekly | Reduce metal-on-metal wear |
| Slide and lifter mechanism lubrication | Weekly | Maintain smooth travel |
| Cooling circuit performance check | Weekly | Sustain cycle efficiency |
| Full parting surface inspection | Monthly | Detect compression fatigue |
| Cavity wear and dimensional check | Monthly | Monitor accuracy over time |
| Vent slot cleaning | Monthly | Prevent burn marks and short shots |
| Corrosion protection application | Before storage | Prevent surface damage |
| Water circuit drainage and drying | Before storage | Prevent internal rust |
How Does Injection Process Control Affect Mould Wear?
Operating Within the Mould's Design Parameters
Maintenance does not happen only in the toolroom. What happens during the injection cycle itself has a significant effect on how quickly the mould wears. Running higher injection pressures than the mould was designed for accelerates wear on parting surfaces, gates, and cavity edges. Excessive clamping force causes compression fatigue on the parting line over time.
Process engineers working with Pallet Moulds should pay attention to:
- Injection pressure settings, keeping them consistent with the mould's design specification
- Clamping force, which should be sufficient to prevent flash without exceeding what the mould structure requires
- Melt temperature, since overheating the material increases the risk of thermal degradation deposits on cavity surfaces
- Cooling time, which when cut too short causes parts to stick and increases the force required during ejection
Small adjustments to process settings that push output slightly faster often cause disproportionate increases in mould wear. The cost of running a few extra seconds of cooling time per cycle is almost always lower than the cost of repairing an ejector system that has been stressed by premature part release.
Why Mould Temperature Matters More Than It Seems
Mould temperature affects more than just part quality. Steel expands and contracts with temperature, and moulds that are run without adequate warm-up time experience uneven thermal stress that can cause cracking in areas with thin walls or sharp internal corners.
Running a structured warm-up sequence at the start of each production session reduces thermal shock on the mould. It also gives the cooling system time to reach a stable operating state before production parts start coming off the machine, which improves dimensional consistency from the start of the run.
Storage Conditions for Moulds Not in Active Production
What Happens to a Mould During Idle Periods?
A mould sitting in storage is still at risk. Humidity causes rust. Temperature variation causes condensation inside water channels. Improper support during storage can cause deflection in larger mould bases over extended periods. None of these problems are dramatic in the short term, but they all shorten the tool's usable life if storage conditions are not managed.
Practical storage guidelines:
- Clean and dry the mould thoroughly before placing it in storage
- Apply rust-preventive coating to all exposed steel surfaces
- Drain and dry all water circuits completely
- Store the mould on a flat, stable surface with adequate support under the mould base
- Keep it in a covered, dry location away from areas with significant temperature swings
For moulds that will be idle for an extended period, a more thorough preparation is worthwhile, including wrapping in protective film after applying rust preventive, labeling clearly with the last production date and any maintenance notes, and storing the relevant documentation alongside the tool.
When Repairs Are Needed, Acting Early Reduces Cost
Wear is inevitable. The question is whether it gets addressed when it is still a minor issue or after it has developed into a failure that halts production. Catching problems early, through consistent inspection, means repairs are smaller in scope and can usually be scheduled without disrupting production commitments.
Signs that warrant prompt attention include:
- Flash appearing consistently on a parting line area that was previously clean
- Ejection marks on part surfaces indicating pin alignment issues
- Inconsistent fill or surface texture on cavities that previously produced uniform parts
- Any visible cracking near gate areas or in thin mould sections
- Cooling time creeping upward without a change in process settings
Addressing these promptly, rather than running through them, keeps repair scope manageable and prevents a minor surface issue from becoming a full cavity replacement.
Working With a Reliable Mould Supplier Supports Long-Term Maintenance
No maintenance program operates in isolation from the quality of the tooling itself. A mould built with appropriate steel grades, proper hardening, well-designed cooling circuits, and clean machining tolerances will hold up under a maintenance program in ways that a lower-quality tool simply will not. Zhejiang Huangyan Jiangnan Mould Factory supplies plastic Pallet Moulds built for long-term industrial use, with documentation that supports structured maintenance from day one. For factories looking to extend mould service life, reduce repair costs, or review their current maintenance approach, their technical team can provide guidance based on the specific mould design and production environment. Reaching out with details about your production volume, current maintenance schedule, and any recurring issues gives them a practical basis for a useful conversation rather than a generic response. If you are managing a Pallet Mould and want to get more reliable service life from it, that is a reasonable place to start.
Previous Post
Wooden Pallets or Plastic Pallet Moulds for Production?
Next Post
How to Extend the Service Life of a Plastic Pallet Mould
Our Products.

Quick Links
Contact Information
- ADD: No. 268, Jinchuan Road, Xinqian Street, Huangyan District, Taizhou City, Zhejiang Province, China
- TEL: +86-(0)576-89191888
- E-MAIL: gm@gangnammould.com
Mobile
Copyright © Zhejiang Huangyan Jiangnan Mould Factory All Rights Reserved.

PP Mould
